Hello all!
I am retrofitting a Biesse Rover 336 woodworking CNC machine. It has 3 HSD router spindels with automatic toolchange capebility. The machine has a magazine for 10 tools. The three HSD spindles are offset in the X axis by 160mm each. I am using KMotionCNC 433k with the new tooltable where you can specify a tool X and Y offset. My goal is to let KMotionCNC/KFLOP compensate/handle the offsets between the router spindles without the cam software knowing of it.
In my setup tools 1..4 are used in spindle 1, they don't have an offset. Tools 5..8 are used in spindle 2, they have a X offset of -160mm and no Y offset. Tools 9 and 10 are used in spindle 3, they have a X offset of -320mm and no Y offset. These offsets are entered in the tool file.
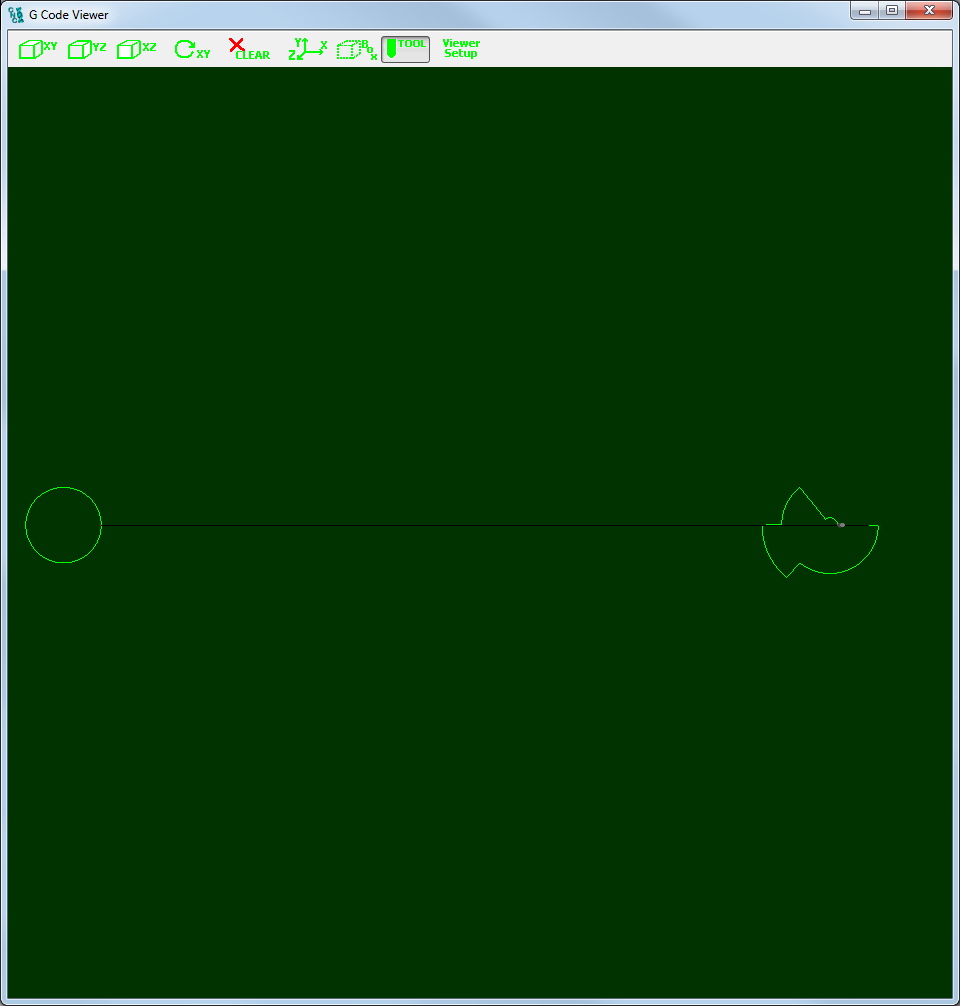
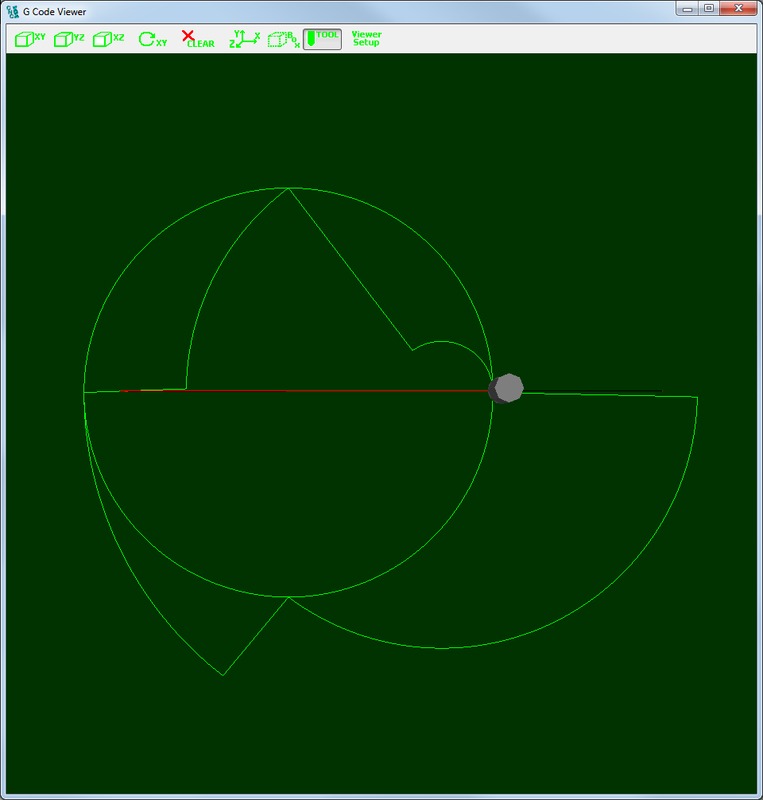
When I run a piece of test code wich mills two equal circles with a diameter of 400mm centered at 0,0 with tool 1 and tool 5 the the G Code Viewer shows the following:
See 2 circles.png
This is my g code:
G21
G0 G17 G40 G49 G54 G80 G90
T1 M6
G43 H1 Z10.
G0 X200. Y0. S12000 M3
G1 Z-10. F2000.
G2 X0. Y-200. I-200. J0. F4000.
X-200. Y0. I0. J200.
X0. Y200. I200. J0.
X200. Y0. I0. J-200.
G0 Z10.
M5
G49
T5 M6
G43 H5 Z10.
G0 X200. Y0. S12000 M3
G1 Z-10. F2000.
G2 X0. Y-200. I-200. J0. F4000.
X-200. Y0. I0. J200.
X0. Y200. I200. J0.
X200. Y0. I0. J-200.
G0 Z10.
M5
G49
M30
%
I would expect to see 2 circles with a diameter of 400mm at the same location.
It looks like the last one is shifted 160 inch and not 160mm.
Can anyone help me out?
Jos


{kind=link}
{kind=link}